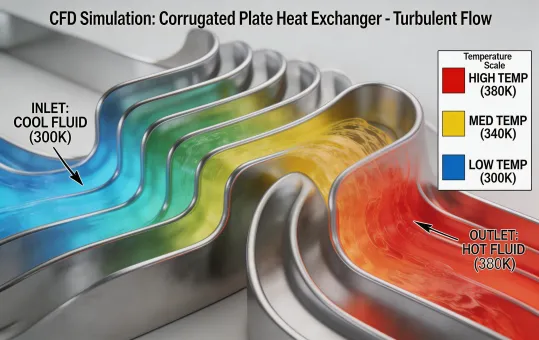
CFD-Optimized Plate Geometry
Every AlfaTherm plate pattern is designed through iterative computational fluid dynamics (CFD) simulation. Our proprietary corrugation profiles maximize turbulent heat transfer while minimizing pressure drop, achieving heat transfer coefficients exceeding 7,000 W/m²K for water-to-water applications.
Heat Transfer Coefficient
> 7,000 W/m²K
Approach Temperature
0.5°C minimum
Plate Thickness Range
0.4 - 1.0 mm

Additive Manufacturing R&D
Our additive manufacturing program explores metal 3D printing for heat exchanger internals with lattice geometries impossible to produce through conventional stamping. Triply periodic minimal surface (TPMS) structures increase surface area density by 40% compared to traditional chevron plates, enabling radical miniaturization.
Surface Area Increase
+40% vs. conventional
Materials
Ti-6Al-4V, 316L SS, Inconel 625
Build Volume
400 x 400 x 500 mm
